受够了投产即返工?食品工厂设计方案藏着3个反常识决定
想象一下,你花了几百万盖好车间、装好设备,正准备大干一场,结果SC审核员来了,指出人流物流交叉、地面积水、通风死角——每一条都足以让投产延期3个月起步。你站在车间里,看着工人在湿滑的地面上小心翼翼走路,看着原料和成品在一条通道上互相“堵车”,心里只有一个念头:图纸要是能重画,该多好。这样的场景每天都在各地的食品工厂里真实上演。一份合理的食品工厂设计方案,不是墙上挂着的几张装修效果图,而是决定了企业未来5到10年能不能“平安挣钱”的根基工程。
本文将围绕食品工厂设计方案的核心逻辑,从功能分区、洁净管控、动线规划、材料选型到预算配比五个维度深度展开,并结合2026年最新的项目案例和技术趋势,帮你避开80%设计新手都会踩的坑。读完你会知道:第一步该做什么、哪个钱不能省、哪个环节最容易“返工”。
📊 方案信息卡

| 项目 | 详情 |
|---|---|
| 方案类型 | 食品工厂设计方案 |
| 核心定位 | 功能分区·人货分离·洁净递进·易清洁 |
| 适用场景 | 新建食品工厂/老厂合规改造,烘焙/预制菜/乳制品/肉制品等品类,规模100-500人 |
| 预算参考 | 食品无尘车间造价区间:每平方米几百元至上万元,洁净等级决定核心差异;设备投入通常占总投资60%+,地面工程占比15%-25% |
本期独特记忆点:一份好的食品工厂设计方案,是让生产“不出错”、让审核“不卡壳”、让改造“不返工”的六字真言。
三大核心数据亮点:
从常规设计→采用BIM提前模拟,洁净度验收通过率提升27%
从模糊分区→按洁净等级物理隔离,交叉污染风险趋近降至0
从布局混乱→按“低→高→低”单向动线设计,搬运距离至少缩短40%
🏭 一、功能分区:从“水泥盒子”到“洁净梯度”
你是不是也遇到过这种情况:车间建好了,设备进场了,突然发现原料区和成品区被安排在通道两侧,工人在中间来回穿梭,物料在半成品区和包装区之间反复“倒车”。
食品工厂设计方案的第一道门槛就是分区。很多人一上来就在图纸上画格子——“这边放原料、那边放成品”,但压根没搞明白分区设计真正的逻辑是什么。食品车间的核心不是“分”,而是“隔”。物理隔断是底线,不是选项。
举个例子,2024年广西柳州某蜂产品工厂改造项目里,专家组审查图纸发现:一层生产车间分区不明确,生熟料车间未分别设置工作人员入口,二层生产区面积太小根本无法满足实际产能需求-。这个例子说明什么?分区不是画几条线就完事了——每个区域的面积不仅要看当下设备尺寸和工位数量,还要预留物料堆码和周转空间。功能区面积要么做小了不够用,要么做大了闲置浪费,这是食品车间设计中最常见的隐形损耗-21。
具体怎么做? 按工艺流程设计“低-高-低”三级洁净递进逻辑:
低清洁区(一般作业区):原料暂存、外包装拆包
高清洁区(清洁作业区):加工、灌装、内包装——这是整条产线的“心脏”
低清洁区:成品暂存、外包装
高清洁区和低清洁区之间,必须使用物理隔断墙,不能只靠划线或拉绳。物料传递必须通过传递窗或输送带,禁止人员开门直通。相邻车间温差较大的区域(比如冷冻区和包装区),需要通过快速卷帘门隔离,减少冷凝水产生-24。
💨 二、洁净与通风:2026年不可忽略的“新红线”
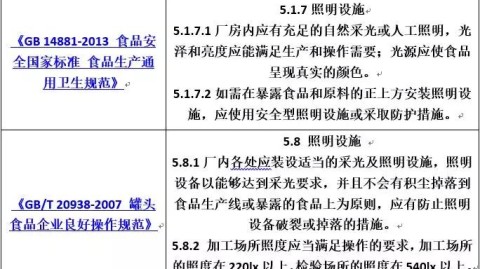
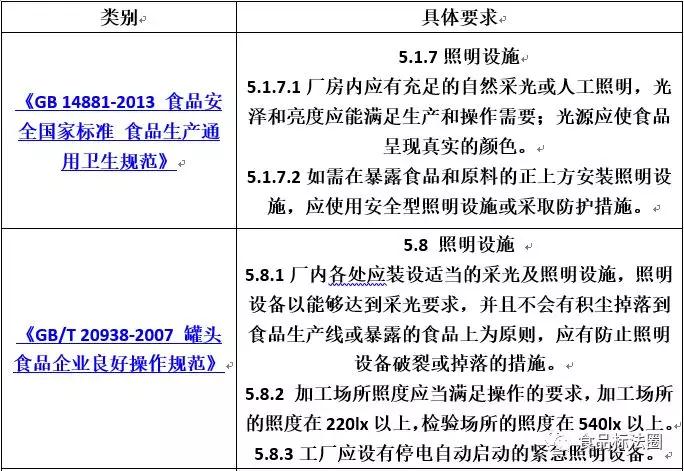
食品工厂设计方案里最容易“藏着掖着”的部分就是洁净度和通风系统。许多设计方会告诉你“我们这个方案肯定能满足GB 14881”,但他们不会主动告诉你——2026年不少地方监管部门对洁净度的要求已经高于国标了。
举个例子,针对预制菜、中央厨房这些新兴业态,部分地区要求预制菜加工车间洁净度不低于十万级,直接接触即食食品的区域甚至要达到万级-3。通风系统是洁净度管控的核心。2026年的主流做法是采用组合式空调箱+高效过滤器配置,具体换气次数如下:
十万级车间:换气次数不低于15次/小时
万级车间:换气次数不低于25次/小时
局部百级区域(如需无菌灌装):换气次数不低于60次/小时-3
数据会说话。2026年Q1,某预制菜企业因为洁净度不达标被责令停产整改15天,直接损失包括订单违约金28万元、停产期间人工成本12万元,间接的品牌信誉损失保守估计超过80万元-3。这还只是被抽到的那家,没被抽到但偷偷在超标车间里生产的,迟早也要翻车。2026年Q2监管抽检频率较去年同期提升了30%,并且新增了动态生产状态下的洁净度监测-3。
通风设计的三个实操要点:
气流方向:从洁净度高的区域流向洁净度低的区域,即食食品加工区的气压必须高于原料预处理区
过滤器层级:初效拦截大颗粒→中效拦截细小颗粒→高效(H13级以上)拦截0.3μm以上颗粒物
局部负压:面粉投料、破碎、筛分等粉尘产生的工序,必须单独设置局部负压除尘系统,风速≥1.2m/s-2
🚶♂️ 三、动线布局:人、货、气“三流分离”的底层逻辑
有经验的食品厂老总看图纸,第一眼看的一定是动线。一份食品工厂设计方案值不值得投资,动线设计占了至少60%的权重。
食品厂洁净车间的动线设计有三个底线原则:人流、物流严格分离、单向流动、最短路径-57。听起来简单,做起来90%的工厂都会踩坑。
举个例子,人流动线设计成“员工入口→换鞋→更衣→洗手消毒→风淋→进入车间”,你会发现很多工厂在设计阶段忘记了:员工从洗手池出来到风淋室之间有段地面,消毒后的雨鞋带水走路会造成地面湿滑、清理不便、时间长还容易长霉-。这些细节在设计图上容易被一笔带过,实际生产起来天天让人头疼。正确的做法是:洗手消毒区和风淋室之间设排水地漏,地面做3-5‰坡度引流。
物流动线是另一个“坑王”。原料要经过“入库→外包装清洁消毒→暂存→预处理→高洁净区”这样一条完整的链路,每个环节都要物理隔离,而不是在同一个大车间里“绕圈搬运”。工厂规划中常见的7个高频错误里,“物流通道设计过窄”是直接导致经济损失最大的之一——通道仅1.5米宽的工厂,每天延误产能可达2小时,月损失超10万元;后期拓宽整改停工又要花30万元+-36。
2026年还有一个新的卡点值得注意:新能源冷链重卡正在普及,运输车辆的高度和转向半径都比传统卡车更大。石家庄一个新建食品项目在设计时就要求物流通道净高≥5.8米,专门为了适配新能源冷链重卡直接进入装卸区-50。如果你的食品工厂设计方案还停留在“4.5米够用了”的老思维,三年后你的车进不去车间,改装费用够你重新盖半个车间。
🧱 四、材质选型:每个面都要过“易清洁”这一关
食品工厂设计方案里,材质选型是最容易被“降本”的部分。设计方会说“彩钢板就可以”,但你忘了问:什么等级的彩钢板?拼接缝怎么处理?地面用水冲之后会不会滑倒?
2026年的趋势是把“易清洁”放到和“耐腐蚀”同等重要的位置。墙面、吊顶推荐采用食品级彩钢净化板,板面带抗菌涂层,拼接处必须用密封胶处理,杜绝积尘和微生物滋生-3。一个很新的做法是采用纳米TiO₂涂层的新型天窗,在光催化反应下可自动分解油污和细菌,人工清洁频率可以从每月1次降到每季度1次,既省了人力,又避免了清洁过程中产生的粉尘污染-。
地面材质的选择也要升级:优先选择环氧自流平或PVC塑胶地板,接缝处必须热焊处理。食品车间地面必须做3-5‰的坡度,排水口用带水封的防臭地漏,防止下水道异味和微生物倒灌进车间-3。墙面与地面连接处必须做圆弧处理(R角),杜绝90度直角的“藏垢死角”。
🧾 五、预算分解与避坑指南
食品工厂设计方案预算参考(2026年) :
以一个中型食品加工产业园为例(总建筑面积约6.6万㎡,总投资6亿元),典型投资结构如下:
土建工程费:约3.2亿元(占比53%)
设备购置安装:约2.4亿元(占比40%)
其他费用:约0.4亿元(占比7%)-42
石家庄比夫派食品项目的数据更具体:总投资5.2亿元,其中设备投入占比高达63%,光是进口真空滚揉机和连续式烟熏炉就占设备预算的41%-50。
洁净车间造价参考:
十万级洁净车间:1200-2200元/㎡,适用于饮料深加工、调配与灌装-
普通车间地面工程:环氧自流平约50-80元/㎡-
⚠️ 值得“抄作业”的3个设计决策
物料传递必须走传递窗,不走门。不同洁净等级之间的物料传递是最容易被忽略的交叉污染点。一个传递窗成本可能就几千块,但能保住整个洁净区的“纯净度”。
地面做全车间统一的排水坡度。不只是洗手间才要做排水坡度,车间地面2-5‰坡度是标配。别靠“后期工人多拖几遍地”来解决,工人忙起来根本顾不上。
预留15%-20%的扩展空间和电气接口。不要以为今天够了就永远够了。新增设备装不下的工厂比比皆是,拆除改造的成本远比现在做预留要高得多-36。
🚨 避坑指南(3条)
2026年新趋势:动态洁净度监测已成为监管重点。 不仅是静态验收时要达标,生产状态下也有洁净度要求。设计阶段就要考虑在线监测设备点位,不要等被抽检到了才发现监测系统压根没装。
千万别图便宜选普通彩钢板做隔墙。 普通彩钢板拼接缝处理不好会成为微生物的“天然温床”。一定要选食品级抗菌涂层板,接缝处密封胶严格执行,这是后期维护成本最低的选择。
验收的时候记得测试排水坡度。 拿一个水平尺在车间地面不同位置测几处,看坡度是否达到设计标准。坡度做平了,地面永远积水;坡度做大了,工人走路打滑。3-5‰是最佳区间。
记住那组数字——BIM设计能让洁净度通过率提升27%、15次/小时的换气次数是一条不能妥协的底线、主通道3米的宽度不是摆设、设备预算占比60%以上才是食品工厂的“正确打开方式”。希望你的食品工厂设计方案,不是挂在墙上的“理想蓝图”,而是一张能让工人安心生产、让审核员点头放行、让老板坐等收益的“可执行地图”。
那你的食品工厂设计方案,会从哪个细节开始优化?